
▲ 2017西泠秋拍
631
战国·青铜错金银越王旨殹(不光)剑
铭文:1. 戉王旨殹曰。
2.戉王旨殹曰。
3.自乍用佥曰。
4.自乍用佥曰。
5.戉王旨殹自乍用佥唯曰。
说明:1. 此为著名的国君越王勾践第四代玄孙越王殹(不光)佩带的王剑。
2. 在已知的数把越王旨殹(不光)剑中,此剑在工艺、书法上皆属上乘,是越国青铜铸造技术的代表。
3. 剑格与剑首采用金银混错技法饰鸟虫篆,铭文达30字之多。
3. 剑格铭文竖写横列,在以往所见传世或出土的越王者殹剑(包括越王不光剑)中尚是首例,填补了越王者殹剑过渡到越王丌北剑之间在剑格铭文书写形式上的缺环,历史价值极高。
5. 古越国即在今杭州,此剑重回故地,王者归来。
长:49.5cm
RMB: 8,000,000-12,000,000
出版:1. 《塩冶金雄收集品》第二八号,昭和十三年(1938年)。
2. 《开馆记念——新田美术馆名品图录》第十九号,昭和五十一年(1976年)。
越王旨殹剑通长49.5厘米,宽5厘米,宽剑格,剑茎部位配有二个铸着较细纹饰的箍,剑茎与剑首之间可以看到明显的铸接痕。从外观看,越王旨殹剑通体除二个纹饰箍外,其余各部位皆呈现了加工态。
战国时期铸造青铜剑,多数会采用分段铸造加铸接工艺,即分别铸造出剑身及剑首,将剑身及剑首的毛坯都分别加工完成,再将剑身夹在范中铸接剑格包括剑茎的一部分,最后再铸接剑首,使之成为整体。在这种工艺思想的范铸工艺中,会产生出二段铸接、三段铸接及四段铸接等多种铸接工艺。从外观看,在此剑的剑格与第一个箍之间的茎表面,有一明显的浇口断茬,说明此剑是将先期铸造并进行了机械打磨加工的剑身,夹在格与茎的范中进行了第一次铸接,铸接的长度是接到第二个箍的后面,没有一次性铸接到剑首。
剑身的铸接之所以没有一次性铸接到剑首,目的是为了安置纹饰箍。从范铸工艺的角度看,如果将纹饰箍的几何形状制作在剑茎的模上,翻范后,泥范将无法脱模。所以,纹饰箍也需要提前单另铸造完成。当将剑身与格及茎铸接后,当时的茎部既无箍亦无首。将茎部的毛坯状态打磨光滑,并打磨成靠剑首一侧细,靠剑格一侧粗,这样的结果,便于箍与茎的紧密配合。按茎的外径尺寸加工纹饰箍的孔,待纹饰箍的孔与茎配套后,将箍从茎的埠穿入,直到穿不动,成为紧配为止。如果一次性铸造到剑首,纹饰箍将无法穿入剑茎。所以,我们可以看到茎部的直径变化,是从靠剑首一侧的纹饰箍处相对细,往剑格方向越来越粗。如剑图所示,在靠剑首一侧的纹饰箍与剑茎之间,白色箭头所指之处,甚至可以看到缝隙。从外观就可以看到,二个纹饰箍的色泽与茎部的色泽明显不一致,这是由于箍与茎的合金有差异,导致了锈蚀的结果不同。这一现象可以说明,二个箍与茎部并非同一炉的铜液浇铸而成。

在发掘出土的战国青铜剑中,常会看到各种具有同心圆的剑首,亦可看到各种具有铭文的剑首。凡具有这样的剑首,一般会采用单独铸造剑首的工艺进行铸接。特别是具有铭文的剑首,往往需要错金或错银。如果与剑体一次整铸,在错金或错银的过程中,由于剑体合金中含锡量相对高,质地较脆,很容易将剑身的锷部毁断。所以,一般会分别铸造出剑首,加工完成后再进行铸接。
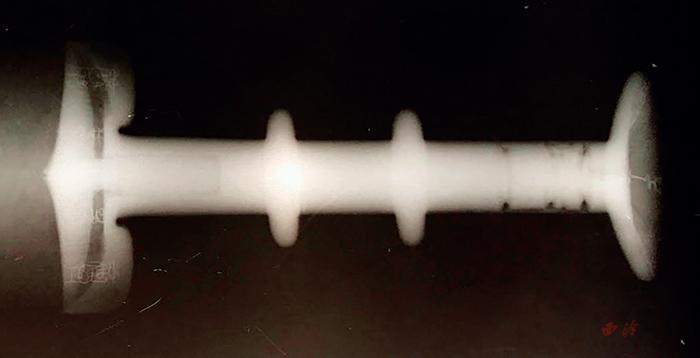
从X光片图中,我们可以看到此剑的内部结构。在剑格与第一道箍之间,在茎的内部有一长方形的结构,似乎在茎内铸有一个金属“芯子”,其实这个“芯子”与前面的剑身为一整体,是铸剑身时一次铸造而成,为的是在铸接格与茎时,有更多的铸接面积,以保证铸接后的牢固。在X光片的剑格处,可以看到格的两边有二条黑色部分,而在剑的外观上却是完整光滑的。这二处黑色部位,是由于铸接剑的格与茎部时,铜液遇到金属后,冷却时造成的内部铸造缺陷。这样的铸造缺陷都会在皮下,外观上是看不到的。也正是有了这样的铸造缺陷,才说明此剑采用了铸接的工艺。我们知道除极少数物质外,绝大多数物质有热胀冷缩的性质,铜不在例外。当将铜熔化成液态时,是膨胀了的体积。当将膨胀了体积的铜液浇铸到范腔之中后,其体积会随着冷却而逐渐还原。如果铜液直接与陶范接触,由于陶范的导热率差,铜液的体积在范腔中的收缩相对慢。如果在范腔中遇到金属,而金属的导热率远高于陶范,在范腔中接触金属部位的铜液的收缩率,就会大大提高。在铸接剑的格与茎部时,范腔内夹着剑身,剑身的体积几乎占满了格的型腔,当铜液进入到这一部位时,接触到导热率快的铜金属,此处的铜液会立即冷却及收缩,其收缩率会远大于其它部位。因此,就会产生内部组织松散甚至空洞的铸造缺陷。也正是因为具有这样的铸造缺陷,说明此剑采用了铸接工艺,并说明其内部有结构。
在此剑的X光片中,还可看到在靠剑首的茎部,有三条明显的铸接痕迹。X光片中这些黑色痕迹的产生,亦是由于铜液进入范腔后,遇到金属快速收缩造成的。同时说明二个问题,其一是说明此处进行了铸接,其二是说明此处在铸接的过程中,出现了问题,没有一次铸接成功,而不得不再次铸接。如这样的铸接痕迹,在发掘出土的战国青铜剑中也不乏看到。
在范铸工艺的操作中,尤其是合范浇铸时,由于制约因素较多,可能会产生的问题较多,无人可以保证一次浇铸完成。出现这样的问题,对于战国时期的范铸工艺而言,是正常的。虽然此剑的内部结构出现此问题,但此剑的铸后加工工艺做的完好,从外观上完全看不出上述铸造缺陷,说明此剑进行了较为细致的铸后加工。
综上所述可以看出,此剑的工艺思想,是采用了战国时期较为普遍的铸剑工艺,为四段铸接,六件组合。是分别铸造出剑身、剑首及纹饰箍,将加工好的剑身夹在范中铸接剑格与剑茎,将茎部加工后穿入纹饰箍,再铸接错好铭文的剑首。
